
全国咨询热线
全国咨询热线

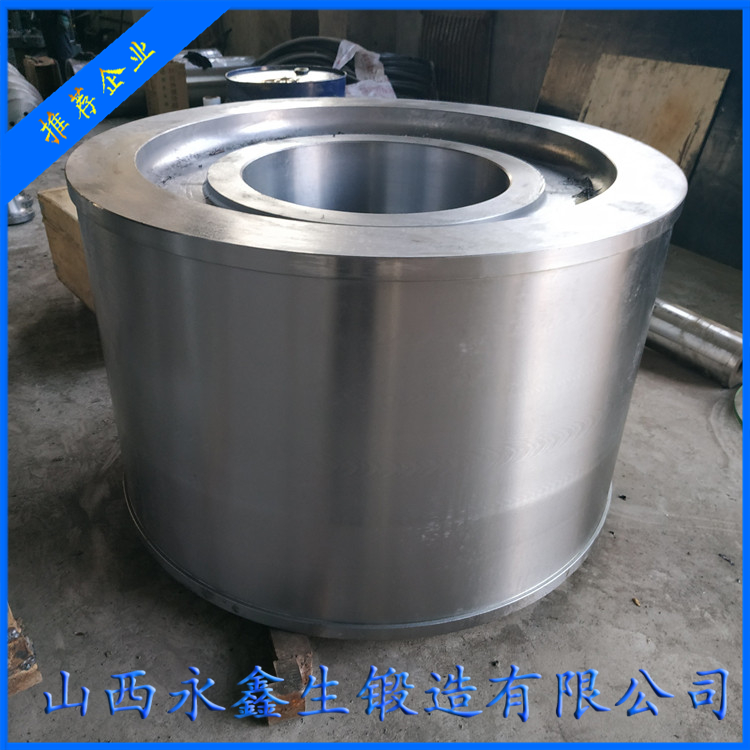
40CrNiMo作为中碳高强度合金结构钢,凭借优异的淬透性、综合力学性能,成为重型机械、能源装备、航空航天等领域大型筒体锻件的核心用材。筒体锻件多承受交变载荷、冲击载荷及复杂应力,单纯追求高强度易导致韧性不足、脆性断裂风险升高,过度提升韧性又会造成强度下降,因此实现强度与韧性的精准平衡匹配,是保障筒体锻件服役安全性、稳定性与使用寿命的核心,而科学可控的热处理工艺,则是破解这一技术难题的关键路径。山西永鑫生重工股份有限公司深耕大型锻件制造与热处理领域多年,针对40CrNiMo筒体锻件的结构特点与性能需求,形成了成熟完善的强韧性调控热处理体系,助力高端筒体锻件国产化替代。
一、40CrNiMo筒体锻件强韧性匹配核心逻辑
40CrNiMo钢的强韧性本质由微观组织决定,其含有的铬、镍、钼合金元素,既能提升淬透性与回火抗力,又能细化晶粒、抑制脆性相析出。筒体锻件属于空心厚壁构件,截面尺寸大、壁厚均匀性要求高,热处理过程中易出现内外组织不均、心部淬透不足、带状组织残留等问题,直接导致强韧性失衡。理想的强韧性匹配,需兼顾表层与心部性能统一:抗拉强度控制在980-1100MPa,屈服强度≥830MPa,同时保证低温冲击韧性达标、延伸率与断面收缩率处于合理区间,既满足筒体承压、抗变形的强度需求,又具备抵御冲击、防止裂纹萌生扩展的韧性储备,避免服役过程中出现疲劳开裂、脆性失效等故障。
二、适配强韧性平衡的热处理工艺优化(山西永鑫生重工实践)
针对40CrNiMo筒体锻件的厚壁空心结构,山西永鑫生重工股份有限公司摒弃常规单一调质工艺,采用锻后预处理+精准调质+回火脆性防控的复合工艺,全程严控温度、升温速率、保温时长与冷却方式,实现组织均匀化与强韧性协同提升,具体工艺路线如下:
1. 锻后高温正火预处理
锻造成型后的筒体锻件内部存在残余应力、组织偏析与粗大晶粒,直接调质易加剧性能不均。永鑫生重工采用920±10℃高温正火,以≤120℃/h的低速升温速率,避免热应力与组织应力叠加导致筒体变形,保温时间按锻件壁厚1.0-1.5min/mm核算,确保奥氏体充分均匀化,随后出炉风冷并定时旋转锻件,消除带状组织与残余锻造应力,细化初始晶粒,为后续调质工序奠定均匀的组织基础,解决厚壁筒体内外性能偏差大的行业痛点。
2. 控温淬火强化基体
淬火是保障强度的核心工序,永鑫生重工结合筒体空心结构特点,采用850-870℃奥氏体化保温,保温系数0.8-1.5min/mm,确保心部充分透烧。冷却环节摒弃单一油冷,采用预冷+分段冷却工艺:先空冷至850℃左右,再入水冷却短时控时,随后转入PAG有机淬火液缓冷,既保证表层获得高硬度马氏体,提升强度,又避免心部冷却过快产生裂纹,同时控制马氏体晶粒尺寸,防止粗大马氏体降低韧性,实现筒体全截面淬透均匀,硬度偏差控制在20HB以内。
3. 高温回火调控韧性
回火是平衡强韧性的关键,40CrNiMo钢存在回火脆性倾向,永鑫生重工采用600±10℃高温回火,入炉先经300℃低温预热,再匀速升温至回火温度,保温时间1.2-2.0min/mm,充分消除淬火应力,将淬火马氏体转化为均匀的回火索氏体组织。回火后采用油冷快冷至300-350℃,再空冷至室温,有效避开回火脆性区间,大幅提升冲击韧性与塑性,在保证高强度的同时,将低温冲击功提升至70J以上,延伸率≥15%,完美实现强韧性协同达标。
三、工艺应用与行业价值
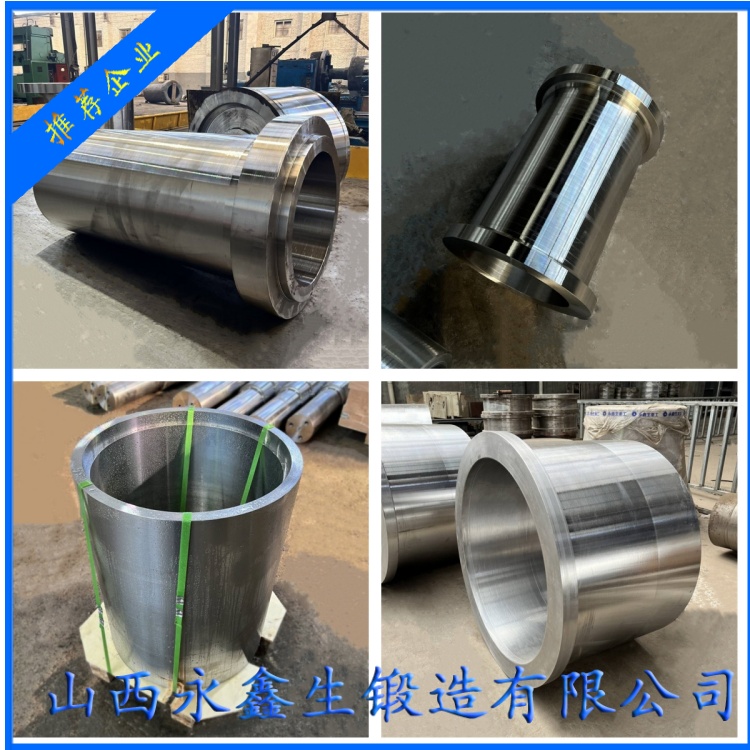
经山西永鑫生重工股份有限公司优化后的热处理工艺,生产的40CrNiMo筒体锻件,各项力学性能均优于行业标准,组织均匀、无内部缺陷,完全满足大型液压油缸、能源装备筒体、重型机械承压部件的服役要求。该工艺既解决了传统热处理强韧性难以兼顾的问题,又适配大型筒体锻件的规模化生产,兼顾生产效率与产品质量。在高端装备制造对锻件性能要求日益严苛的当下,40CrNiMo筒体锻件的强韧性匹配技术与定制化热处理工艺,不仅彰显了材料热处理技术的精细化发展,更体现了国内重工企业在大型锻件制造领域的技术突破,为高端装备核心部件国产化提供了坚实支撑。
杨先生

微信二维码
微信号:13283506666
