
全国咨询热线
全国咨询热线

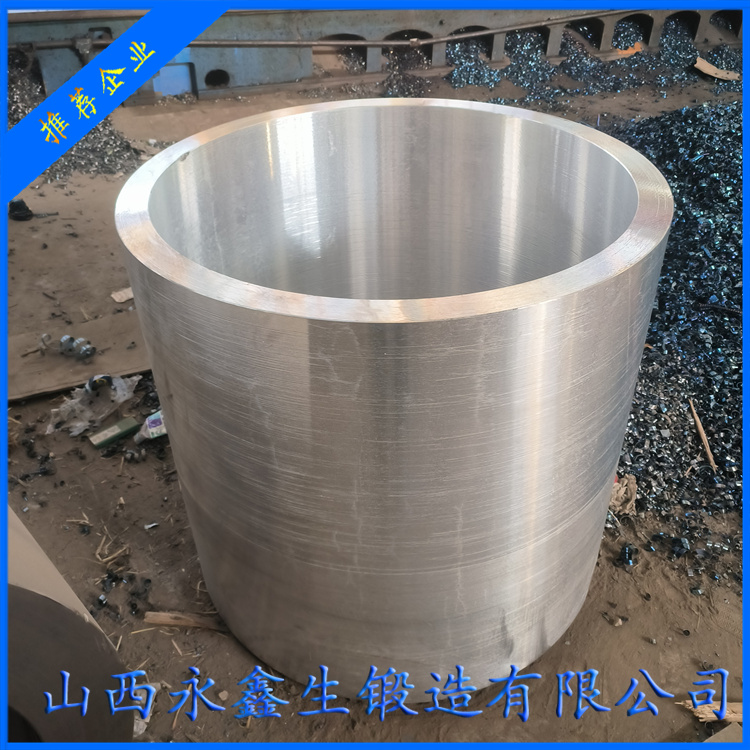
每一件精密的重型装备背后,都离不开无数高品质零部件的支撑。筒体锻件,作为其中的关键一环,其制造过程凝聚了材料科学、热加工工艺、机械制造与质量控制的智慧结晶。今天,让我们走进山西永鑫生重工股份有限公司,探秘一件优质筒体锻件是如何从一块厚重钢锭,蜕变为能承受千钧压力的工业精品。
第一步:精挑细选,筑牢原料根基
筒体锻件的质量,从原材料就已决定。永鑫生重工只选用宝钢、太钢等国内一线钢厂生产的优质合金钢锭。每一块钢锭入厂前,都必须经过严格的 “身份核验”。质检人员首先核对钢厂出具的材质保证书,然后使用直读光谱仪对钢锭表面进行成分快速分析,确保碳、硅、锰、铬、钼、镍等关键元素含量精准无误。同时,对钢锭进行超声波探伤(UT),检测其内部是否存在缩孔、疏松、夹杂等原始缺陷。只有完全合格的钢锭,才能进入下一道工序,这是永鑫生重工对品质的第一道 “铁律”。
第二步:烈焰淬炼,重塑金属形态
合格的钢锭被吊运至数控环形加热炉中。这是一个能精准控温的 “巨型烤箱”,根据不同材质设定专属的加热曲线,缓慢、均匀地将钢锭加热至 1150℃-1250℃的锻造温度。这个过程至关重要,温度过低则钢锭塑性不足,难以变形;温度过高则会导致晶粒粗大,甚至过烧报废。
加热完成后,通红的钢锭被天车迅速吊运至15000 吨快锻油压机或5000 吨快锻油压机的工作台面上。在操作员的精准控制下,万吨级压机以雷霆万钧之力,对钢锭进行反复镦粗和拔长。这一步的核心目的是 “锻透”,通过巨大的压力击碎钢锭内部粗大的铸造组织,压实孔隙,使金属晶粒细化。
第三步:空心初现,精准冲孔拔长
实心钢锭经锻造后,下一步是制造空心毛坯。操作员使用专用的冲头,在快锻油压机的辅助下,对炽热的锻坯中心进行精准冲孔,形成一个初始的内孔。随后,利用芯棒对空心坯进行拔长工序,将其逐步延伸至接近产品要求的长度,并控制好壁厚。此过程需严格控制每次压下量,确保内外壁质量均匀,避免产生内折等缺陷。
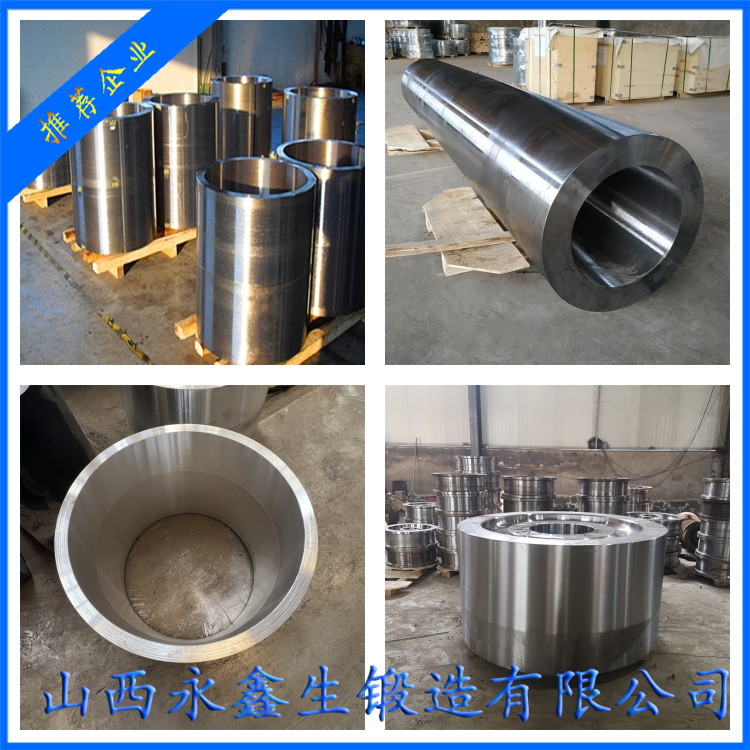
第四步:扩孔整形,臻于完美尺寸
为了获得精确的内径和圆度,初成型的筒坯被转入大型马架扩孔机进行精加工。马架扩孔是永鑫生重工的核心工艺之一。在旋转过程中,通过芯辊与坯料内壁的接触碾压,均匀地扩大内径,同时有效校正筒体的椭圆度和锥度,确保壁厚差控制在极小范围内。这一步极大提升了筒体的几何精度,为后续机械加工减少了余量,节约了材料成本。
第五步:热处理,赋予内在性能
锻造后的筒体锻件内部存在巨大的内应力,且金相组织不稳定,必须通过热处理来 “定性”。根据材质和性能要求,锻件被送入台车式热处理炉,进行退火、正火、调质(淬火 + 高温回火)等处理。例如,42CrMo 筒体锻件通过调质处理,可获得优异的综合力学性能;而 P91 耐热钢则需进行特殊的正火 + 高温回火,以获得稳定的高温强度。
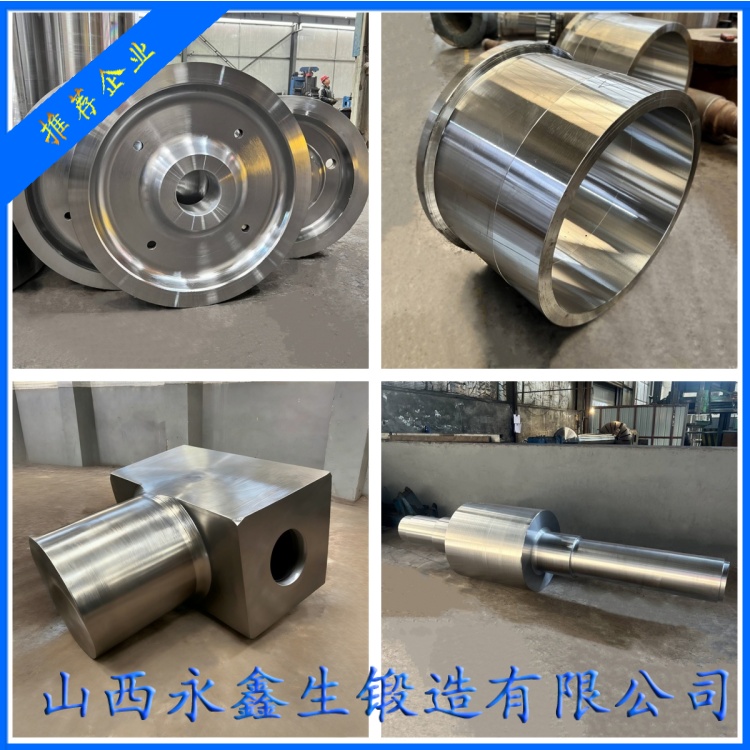
第六步:精密加工,雕琢最终形态
热处理后的锻件,硬度和强度大幅提升,需要精密机床进行切削加工。永鑫生重工配备了数控立车和深孔钻镗床。数控立车负责高精度车削筒体的外圆和端面,保证尺寸精度和表面光洁度。深孔钻镗床则专门用于精加工内孔,确保内孔圆柱度、粗糙度达到设计要求。经过切削,锻件的外形尺寸完全符合图纸规范。
第七步:严苛检验,确保万无一失
最后,所有成品筒体锻件都要接受 “全身体检”。包括:尺寸精度全检测、超声波探伤(UT)复检、磁粉探伤(MT)表面检查、硬度测试以及按批次进行的力学性能取样测试。只有所有检验项目全部合格,由质检部门签字确认后,这件历经七道大关的筒体锻件,才能被授予 “合格证”,包装出厂,奔赴各大能源、石化、机械装备企业,开启它的服役生涯。
从冰冷厚重的钢锭,到精密可靠的筒体锻件,每一步都凝聚着永鑫生重工匠人们的心血与万吨级装备的力量。这不仅是一个产品的诞生过程,更是 “中国制造” 精益求精的生动诠释。
杨先生

微信二维码
微信号:13283506666
