
全国咨询热线
全国咨询热线

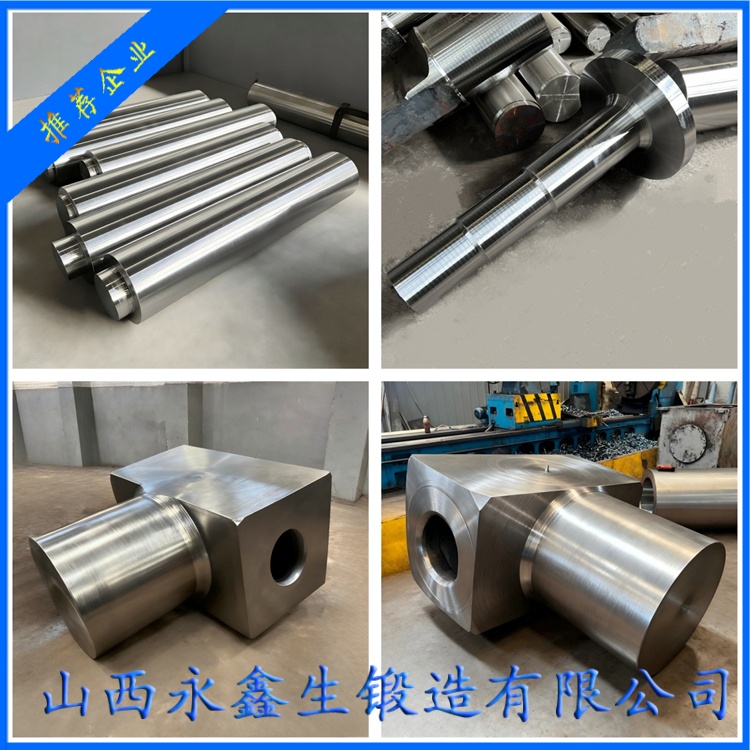
很多人看到的不锈钢锻件,是光滑致密、形状规整的工业部件,但很少有人知道,从普通的不锈钢圆钢到合格的锻件,需要经过原料筛选、加热、锻造、热处理、机加工、表面处理、质量检测七大核心工序,每一道工序都有严格的工艺要求,任何一步出错,都会影响锻件质量。今天我们就用通俗易懂的语言,带大家走进山西永鑫生重工的生产车间,了解不锈钢锻件从原料到成品的完整蜕变过程。

第一步:原料筛选 —— 严把 “源头质量关”不锈钢锻件的质量,从原材料采购就已经决定了。山西永鑫生重工坚持选用国内知名钢厂(如宝钢、太钢)的优质不锈钢圆钢、钢锭,绝不使用回收料、劣质料。原材料进厂后,首先要进行光谱分析、外观检查、尺寸检测、无损检测,光谱分析用来确认材质化学成分是否达标(比如铬、镍、钼含量),外观检查看是否有裂纹、结疤、折叠等缺陷,尺寸检测确保规格符合生产要求,无损检测排查内部气孔、夹杂等问题,只有全部合格的原材料,才能进入下一道工序。
第二步:加热 —— 让不锈钢 “变软好塑形”不锈钢常温下硬度高、塑性差,直接锻造容易开裂,必须先加热到高温状态,降低硬度、提升塑性,方便塑形。不同材质的不锈钢,加热温度差异很大,不能一概而论:
奥氏体不锈钢(304、316L、321):加热温度控制在1100-1200℃,这个温度区间能避免 σ 相析出,防止锻件脆化;
马氏体不锈钢(410、420):加热温度控制在1000-1100℃,温度过高会导致晶粒粗化,降低锻件韧性;
双相不锈钢(2205、2507):加热温度控制在1080-1120℃,严格控制温度,确保锻造后两相比例平衡。
加热过程采用专业工业加热炉,分段升温、保温,避免快速升温导致原材料内外温差过大、开裂。加热时间根据原材料直径、材质调整,确保原材料内外温度均匀,达到 “里外一致、软而不塌” 的状态。
第三步:锻造 —— 千锤百炼 “塑造成型”锻造是不锈钢锻件生产的核心工序,也是让不锈钢 “脱胎换骨” 的关键。加热后的不锈钢坯料,迅速转移到锻造设备上,山西永鑫生重工配备15000 吨自由锻油压机、大型锻锤、模锻压力机等先进设备,可根据锻件形状、规格,采用自由锻、模锻两种锻造方式。
自由锻:适合大型、复杂形状、小批量锻件(如大型筒体、轴类、管板),通过锻锤、压力机对坯料进行镦粗(压扁)、拔长(拉长)、冲孔、弯曲等操作,反复锤击、挤压,让金属内部气孔焊合、晶粒细化、组织致密,锻造比(变形程度)≥3,确保锻件内部无缺陷、韧性强;
模锻:适合小型、形状规整、大批量锻件(如法兰、齿轮坯、连接件),将坯料放入定制模具中,通过高压挤压,让金属充满模具型腔,一次成型,效率高、尺寸精度高、表面质量好。
锻造过程中,严格控制终锻温度(锻造结束时的温度):奥氏体不锈钢≥900℃,双相不锈钢≥950℃,马氏体不锈钢≥800℃,温度过低会导致锻件开裂、组织不合格。同时避免局部过冷,锻后及时回炉保温,防止缺陷产生。
第四步:热处理 —— 优化性能 “增强体质”锻造后的不锈钢锻件,内部存在残余应力、组织不稳定,硬度、耐腐蚀性等性能未达到最佳状态,必须通过热处理调整内部组织、消除残余应力、优化性能,不同材质的热处理工艺差异很大:
奥氏体不锈钢(304、316L):采用固溶处理,加热到 1050-1100℃,保温后水冷快冷,目的是溶解碳化铬、恢复耐腐蚀性、消除加工硬化、提升塑性;
马氏体不锈钢(410、420):采用淬火 + 回火处理,淬火加热到 980-1050℃,油冷后回火(200-600℃),调整硬度(HRC28-45)、提升韧性、消除内应力;
双相不锈钢(2205、2507):采用固溶处理,加热到 1020-1100℃,保温后水冷快冷,确保铁素体和奥氏体两相比例 50/50,平衡耐腐蚀性和强度;
沉淀硬化不锈钢(17-4PH):采用固溶 + 时效处理,固溶后时效(H900/H1150),析出强化相,提升强度(抗拉强度≥1000MPa)。
山西永鑫生重工配备7.57.521 米大型热处理炉,可处理大型不锈钢锻件,热处理过程全程温控,确保温度、时间精准,让锻件性能达到最佳状态。

第五步:机加工 —— 精准尺寸 “光滑规整”热处理后的锻件,表面有氧化皮、尺寸存在偏差,需要通过机加工(车削、铣削、钻孔、打磨等),去除氧化皮、修正尺寸、提升表面光洁度,满足客户对尺寸精度、表面质量的要求。
不锈钢硬度高、加工硬化倾向强,机加工时选用硬质合金刀具,采用专用冷却液(避免氯离子腐蚀),合理控制切削速度和进给量,防止刀具磨损、工件变形、表面粗糙度不达标。山西永鑫生重工配备数控车床、铣床、钻床、磨床等先进机加工设备,可加工各种复杂形状、高精度的不锈钢锻件,尺寸精度可达 ±0.01mm,表面光洁度可达 Ra0.8μm。
第六步:表面处理 —— 美观耐蚀 “锦上添花”机加工后的不锈钢锻件,表面可能有轻微划痕、氧化残留,需要进行表面处理,提升美观度、增强耐腐蚀性,常见的表面处理方式有:
酸洗钝化:用硝酸 + 氢氟酸混合液浸泡,去除氧化层、油污、杂质,在表面形成一层致密的钝化膜,提升耐腐蚀性,是奥氏体不锈钢锻件最常用的表面处理方式;
喷砂 / 喷丸:用玻璃丸、不锈钢砂高速喷射锻件表面,去除氧化皮、毛刺,使表面呈哑光质感,同时提升表面压应力、增强抗疲劳性;
抛光:分为机械抛光、电解抛光,机械抛光可达到镜面效果(Ra≤0.2μm),用于食品医疗、高端装饰领域;电解抛光提升表面光洁度和耐腐蚀性,用于精密部件。
第七步:质量检测 —— 严格把关 “合格出厂”质量检测是不锈钢锻件出厂前的最后一道防线,也是确保产品质量的关键。山西永鑫生重工配备专业理化实验室,拥有光谱仪、超声波探伤仪、渗透检测仪、磁粉检测仪、力学性能试验机、盐雾试验机等先进检测设备,对每一件锻件进行全方位、全项目检测:
无损检测:超声波探伤(UT)检测内部气孔、夹杂、裂纹;渗透检测(PT)、磁粉检测(MT)检测表面裂纹、缺陷;
理化性能检测:拉伸试验(检测抗拉强度、屈服强度、伸长率)、冲击试验(检测冲击韧性)、硬度试验(检测硬度)、晶间腐蚀试验(检测耐腐蚀性);
尺寸精度检测:用卡尺、千分尺、三坐标测量仪检测尺寸、形位公差,确保符合图纸要求;
表面质量检测:目视、放大镜检查表面是否有划痕、裂纹、毛刺、氧化皮等缺陷。
只有全部检测项目合格的不锈钢锻件,才能贴上合格标签、包装出厂;不合格产品一律返工或报废,绝不流入市场。
很多客户可能会问:“为什么不锈钢锻件价格比普通不锈钢铸件高?” 看完整个锻造流程就会明白,不锈钢锻件从原料到成品,需要经过七大工序、几十道小工序,每一道工序都需要先进设备、专业技术、严格管控,成本远高于铸造件,但换来的是内部组织致密、无缺陷、强度高、韧性好、耐腐蚀性强、使用寿命长的优质产品,长期来看,性价比更高。
山西永鑫生重工股份有限公司,深耕不锈钢锻件生产多年,拥有全流程生产能力(从原料锻造、热处理、机加工到表面处理、质量检测),依托先进的生产设备、专业的技术团队、严格的质量管理体系,可生产奥氏体、马氏体、双相、沉淀硬化各类材质、规格的不锈钢锻件,产品广泛应用于石油化工、能源电力、海洋工程、食品医疗、航空航天等行业,畅销全国,深受客户信赖。
总之,不锈钢锻件的生产过程,是一场 “千锤百炼、精雕细琢” 的蜕变,每一道工序都凝聚着匠人的智慧和汗水,每一件合格的不锈钢锻件,都承载着工业设备安全运行的重任。山西永鑫生重工将持续深耕不锈钢锻件领域,不断优化生产工艺、提升技术水平、严把质量关,为客户提供更优质、更可靠的不锈钢锻件产品,助力工业高质量发展。
杨先生

微信二维码
微信号:13283506666
