
全国咨询热线
全国咨询热线

在不锈钢零件采购过程中,很多客户都会提出这样的疑问:“不锈钢零件,用铸造或焊接的方式生产不行吗?不仅便宜,生产周期还短。”答案非常明确:在关键工况下,绝对不行!不锈钢锻件的核心价值,从来都不在于外形,而在于整体锻造带来的致密组织、高强度、高耐蚀性和长寿命,这是铸造和焊接工艺永远无法达到的,也是保障工业设备安全运行的根本所在。
工业生产中,很多不锈钢零件需要长期在腐蚀、高压、高温、交变载荷等恶劣工况下运行,一旦出现质量问题,就可能引发设备泄漏、停机停产,甚至发生易燃易爆、有毒介质泄漏等安全事故,造成巨大的人员伤亡和经济损失。而整体锻造的不锈钢锻件,能从根源上杜绝这些安全隐患,成为关键设备的“安全屏障”。
一、整体锻造,从根源消除内部隐患,重塑金属品质
优质的不锈钢钢锭,虽然材质纯净,但在冶炼和凝固过程中,内部难免会存在疏松、气孔、夹杂、晶粒粗大、成分不均等原始缺陷,就像一块“多孔的海绵”,看似完整,实则强度低、韧性差,无法承受极端工况。而整体锻造工艺,就是通过高温和高压,将这些原始缺陷彻底消除,重塑不锈钢的内部组织,让其变得更加致密、均匀、坚固。
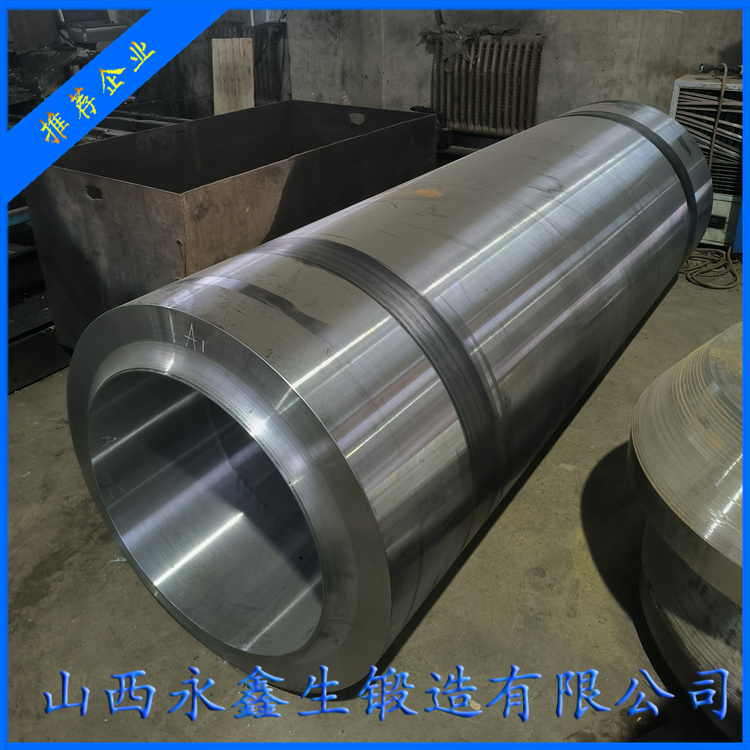
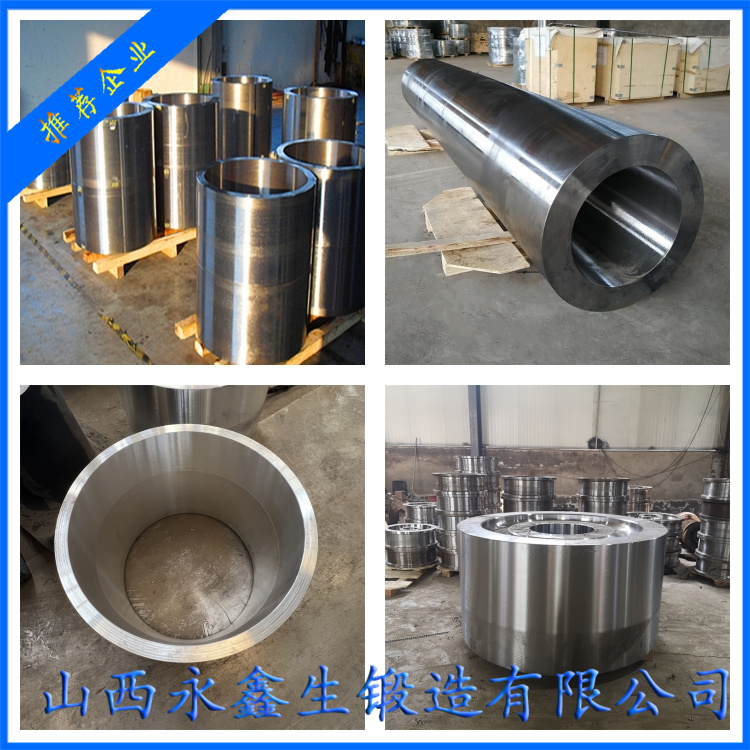
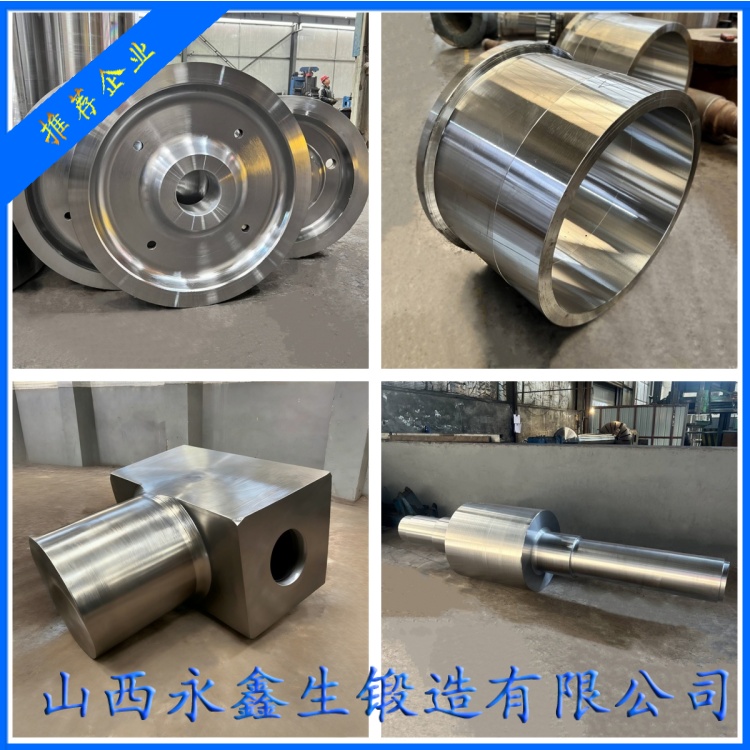
永鑫生重工生产不锈钢锻件时,会将不锈钢钢锭加热到1100–1200℃的高温,这个温度下,不锈钢会变成塑性极好的状态,再用15000吨自由锻油压机进行反复锻打、挤压、拔长、整形。在万吨压力的作用下,钢锭内部的疏松被压实、气孔被焊合、夹杂被打碎并均匀分布,原本粗大的金属晶粒被细化,金属流线也变得连续、均匀,沿着锻件的轮廓分布,就像“钢筋混凝土”一样,让锻件的强度、韧性和耐腐蚀性得到质的提升。
经过整体锻造后,不锈钢锻件的抗拉强度能提升50%–100%,冲击韧性翻倍,耐腐蚀性也大幅提高,能轻松承受高压、高温、腐蚀和交变载荷的考验,从根源上杜绝了内部缺陷带来的安全隐患,为设备的长期稳定运行奠定了坚实基础。
二、焊接不锈钢件:焊缝是致命弱点,安全隐患突出
焊接不锈钢件是将多块不锈钢板或钢管切割、拼接后,通过焊接的方式连接在一起,形成所需的零件。这种工艺虽然成本低、生产周期短,但存在致命的缺陷——焊缝,而焊缝就是焊接件最薄弱的环节,也是安全隐患的主要来源。
首先,焊缝的强度远低于不锈钢母材,通常比母材低20%–30%。在高压、交变载荷的作用下,焊缝处很容易出现应力集中,进而产生裂纹,最终导致零件开裂、泄漏。其次,焊接过程中,高温会改变焊缝及周边区域的金属组织,导致组织不均,耐腐蚀性下降,腐蚀会优先从焊缝处开始,逐渐扩大,最终导致零件报废。
更重要的是,焊接过程中很容易产生未焊透、气孔、夹渣等焊接缺陷,这些缺陷肉眼很难发现,但在恶劣工况下,会快速扩展,引发严重的安全事故。尤其是在石油化工、海洋工程等行业,设备内部多为易燃易爆、有毒的腐蚀性介质,一旦焊缝开裂泄漏,后果不堪设想,不仅会造成巨大的经济损失,还可能危及人员生命安全。
此外,焊接件的残余应力很大,长期使用过程中,残余应力会逐渐释放,导致零件变形、开裂,进一步缩短使用寿命。通常情况下,焊接不锈钢件的使用寿命只有1–3年,需要频繁维修、更换,维护成本极高,还会影响生产效率。
三、铸造不锈钢件:天生“体弱多病”,无法承受极端工况
铸造不锈钢件是将不锈钢钢水倒进模具中,冷却成型后得到的零件。这种工艺生产简单、成本低廉,但天生存在诸多缺陷,“体弱多病”,完全无法承受高压、高温、腐蚀等极端工况,只能用于一些不重要的低端场景。
铸造过程中,不锈钢钢水冷却速度快,内部会产生大量的气孔、疏松和夹杂,这些缺陷无法消除,导致铸造件的内部组织松散,强度低、韧性差、脆性大。在高压、冲击、振动等工况下,铸造件很容易出现开裂、破损,甚至断裂,无法保障设备的安全运行。
同时,铸造件的晶粒粗大,表面粗糙,钝化膜形成不均匀,耐腐蚀性远低于不锈钢锻件。在腐蚀环境中,铸造件表面的气孔和疏松处很容易成为腐蚀的“突破口”,导致零件快速生锈、腐蚀,使用寿命通常只有2–5年,远低于不锈钢锻件的15–30年。
此外,铸造件的尺寸精度低、壁厚不均,装配困难,还会导致设备运行过程中受力不均,进一步增加安全隐患。因此,在关键工况下,铸造不锈钢件完全无法替代不锈钢锻件,强行替代只会埋下安全隐患,造成更大的损失。
四、永鑫生重工:万吨锻造实力,让不锈钢锻件更可靠、更安全
整体锻造的优势,需要强大的设备和成熟的工艺来支撑。永鑫生重工作为专业的不锈钢锻件制造商,凭借万吨级锻造设备和精细化的工艺控制,让每一件不锈钢锻件都具备卓越的品质,成为客户信赖的选择。
在锻造设备方面,公司配备的15000吨自由锻油压机,是国内先进的大型锻造设备,能提供充足的锻造压力,确保大吨位不锈钢钢锭的深度锻透。同时,公司还配备了大型扩孔机、智能台车式加热炉等设备,形成了全流程生产体系,能满足不同规格、不同材质不锈钢锻件的生产需求。
在工艺控制方面,公司严格把控每一个环节:加热环节采用分段升温的方式,低温段缓慢升温(≤50℃/h),防止热应力开裂,高温段精准控温(1100–1200℃),确保钢锭内外温度一致、烧透烧匀;锻造环节严格控制锻造比,关键件锻造比≥6,普通件≥5,确保内部组织致密、晶粒细化;终锻温度严格控制在800℃以上,避免因终锻温度过低导致锻件开裂,同时保证晶粒细化,提升韧性。
此外,公司针对不锈钢锻件的特性,采用专用的固溶热处理工艺,将锻件加热到1040–1100℃,保温足够时间后快速水冷,溶解碳化物、均匀奥氏体组织、恢复钝化膜,进一步提升锻件的耐腐蚀性和力学性能,确保每一件锻件都能适应极端工况,安全稳定运行。
五、真实案例:焊接/铸造 vs 锻造,差距一目了然
实践是检验品质的唯一标准,以下这个真实案例,就能清晰看出不锈钢锻件与焊接件、铸造件的巨大差距。某大型化工企业,主要生产盐酸、硫酸等腐蚀性化工产品,其核心设备反应釜的筒体,最初采用的是316L不锈钢焊接件。
该焊接筒体运行仅1年,就出现了焊缝腐蚀开裂的情况,导致盐酸泄漏,不仅造成了严重的环境污染,还导致工厂停产检修,直接经济损失高达800万元。检修过程中发现,焊缝处存在未焊透、气孔等缺陷,腐蚀从焊缝处开始,逐渐扩展到整个筒体,最终导致开裂泄漏。
为了解决这一问题,该企业选择与永鑫生重工合作,更换为整体锻造的316L不锈钢筒体。永鑫生重工根据客户的工况需求,精选优质316L不锈钢钢锭,采用15000吨油压机整体锻造,经过严格的固溶处理、无损检测和精密加工,确保筒体无缺陷、尺寸精准、耐腐蚀性达标。
更换为整体锻造筒体后,该反应釜连续运行8年,期间未出现任何腐蚀、泄漏等问题,维护成本降低80%,安全风险几乎为零,不仅避免了停产损失,还大幅提升了生产效率。这个案例充分证明,整体锻造的不锈钢锻件,在耐腐蚀、安全性、使用寿命等方面,远超焊接件和铸造件,是关键工况下的唯一可靠选择。
六、哪些工况必须用整体锻造不锈钢锻件?
结合多年的行业经验,永鑫生重工总结出以下5种工况,必须使用整体锻造不锈钢锻件,绝对不能用焊接件或铸造件替代,否则会埋下严重的安全隐患:
1.腐蚀环境:设备长期接触酸碱、氯离子、硫化氢、海水等腐蚀性介质,如化工、海洋工程、环保等行业的关键设备;
2.高压工况:设备运行压力≥10MPa,如高压反应釜、高压管道、加氢装置等;
3.高温工况:设备运行温度≥300℃,如锅炉、高温蒸汽管道、加热炉、核电设备等;
4.洁净要求高:食品、医药等行业,需要保证设备无孔隙、无污染,避免影响产品质量;
5.安全等级高:设备内部为易燃易爆、有毒介质,一旦泄漏会引发严重安全事故,如石油化工、煤化工等行业的核心设备。
七、总结
不锈钢锻件的价值,不在于外形的美观,而在于内在的品质和安全保障。整体锻造不是“可选”,而是关键工况下“必须”的选择,它能从根源上消除焊缝和内部缺陷,提升锻件的强度、韧性和耐腐蚀性,延长使用寿命,杜绝安全隐患。
山西永鑫生重工股份有限公司,始终坚持“能锻不焊、能整不拼”的原则,凭借万吨级锻造实力、成熟的工艺体系、严苛的质量管控,为各行业客户提供高品质的整体锻造不锈钢锻件。我们坚信,只有坚守品质,才能守护工业安全,才能为客户创造更大的价值,助力中国工业高质量发展。
杨先生

微信二维码
微信号:13283506666
