
全国咨询热线
全国咨询热线

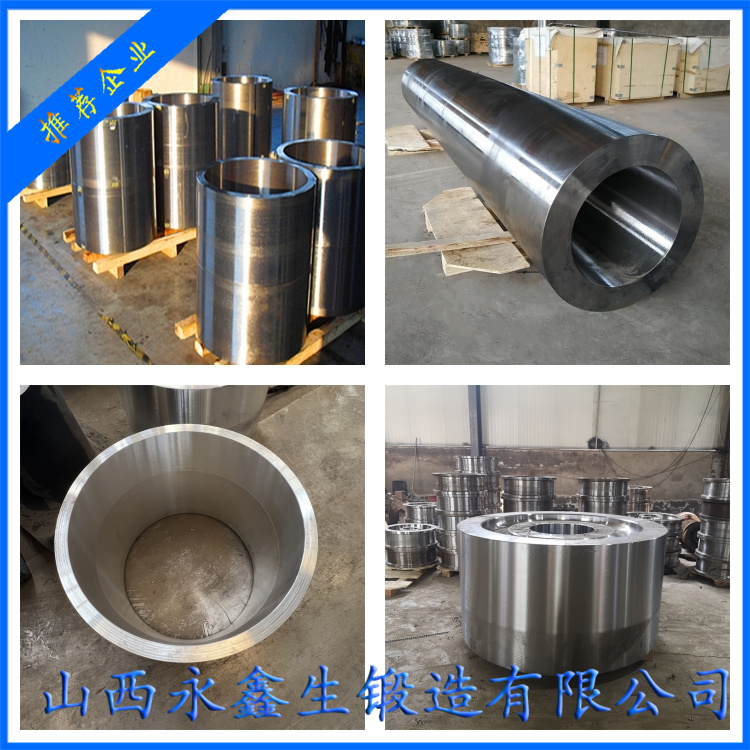
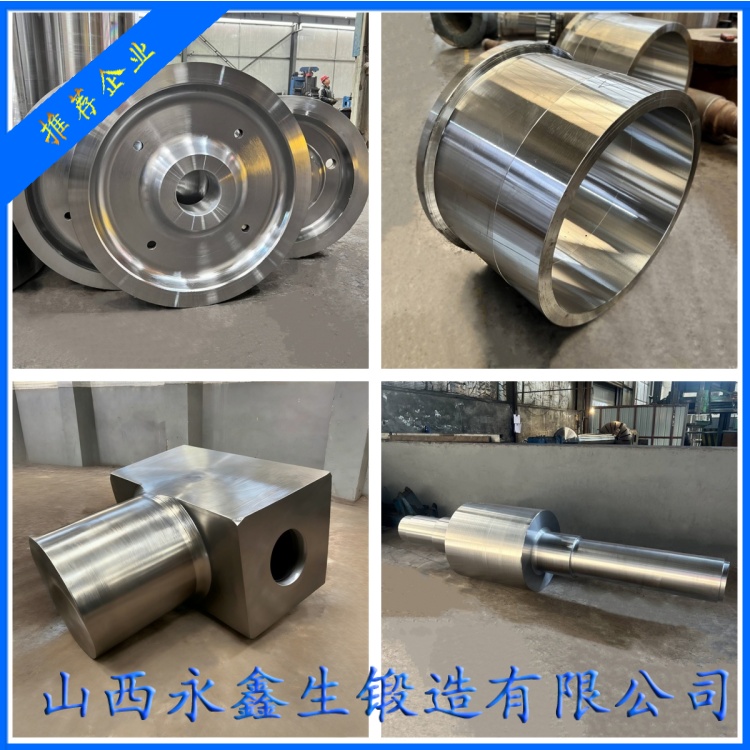
不锈钢锻件作为工业装备的核心零部件,长期在腐蚀、高压、高温等恶劣工况下运行,难免会出现一些问题,如生锈、腐蚀、开裂、尺寸偏差等。这些问题不仅会缩短锻件的使用寿命,还可能影响设备的正常运行,甚至引发安全事故。很多客户遇到这些问题时,往往不知道原因所在,也不知道该如何解决,只能频繁更换锻件,增加维护成本和停产风险。
为了帮助大家解决实际问题,今天,永鑫生重工结合多年的生产、销售和售后实战经验,总结了不锈钢锻件最常见的5大问题,详细分析问题产生的原因,并给出专业、可操作的解决方案,同时分享预防技巧,让大家既能快速解决现有问题,也能有效避免同类问题再次发生,降低维护成本,延长锻件使用寿命。

一、常见问题 不锈钢锻件生锈、腐蚀,这是最普遍的问题
很多客户反馈,采购的不锈钢锻件,用了一段时间后出现生锈、腐蚀的情况,尤其是在接触海水、酸碱、氯离子等介质的场景中,腐蚀问题更为突出。大家都很疑惑:“不锈钢不是不生锈吗?为什么会出现腐蚀现象?”其实,不锈钢锻件生锈、腐蚀,并非材质本身不合格,更多是因为材质选择不当、使用环境超标、维护不到位等原因导致的。
1.问题原因(3大核心原因,精准排查)
(1)材质选择不当:这是最主要的原因。不同材质的不锈钢锻件,耐腐蚀性差异很大,若将304不锈钢锻件用于接触氯离子、海水等强腐蚀环境,就会出现点蚀、晶间腐蚀,导致生锈、腐蚀;若将普通奥氏体不锈钢锻件用于高温、强腐蚀工况,也会加速腐蚀。
(2)使用环境超标:不锈钢锻件的耐腐蚀性有一定的极限,若使用环境中的腐蚀介质浓度过高(如盐酸、硫酸浓度超标)、温度过高(超过材质的耐温极限),或者存在氯离子、硫化氢等强腐蚀介质,都会破坏锻件表面的钝化膜,导致腐蚀、生锈。
(3)维护不到位:不锈钢锻件虽然耐腐蚀,但并非完全不需要维护。若长期不清理锻件表面的污垢、腐蚀性介质残留,这些残留会附着在表面,破坏钝化膜,加速腐蚀;此外,若锻件表面出现划痕、破损,未及时处理,腐蚀会从破损处开始,逐渐扩大。
2.解决方案(分情况处理,快速见效)
(1)轻微生锈、腐蚀(仅表面有浮锈、轻微点蚀):先用砂纸或不锈钢专用打磨工具,将表面的浮锈、腐蚀斑点打磨干净,去除表面的污垢和腐蚀产物;然后用清水冲洗干净,擦干后,涂抹一层不锈钢专用防锈油或防腐涂层,修复钝化膜,防止再次腐蚀。
(2)中度腐蚀(点蚀较多、表面有明显腐蚀凹陷):先对腐蚀部位进行打磨,去除腐蚀层,确保露出新鲜的金属表面;然后进行酸洗钝化处理(用不锈钢专用酸洗钝化液),恢复钝化膜的完整性,增强耐腐蚀性;最后涂抹防锈油或防腐涂层,做好防护。
(3)重度腐蚀(腐蚀深度较深、出现裂纹、影响强度):这种情况下,锻件的结构已经被破坏,无法修复,继续使用会存在严重安全隐患,建议立即更换锻件。更换时,一定要根据实际工况,选择合适的材质(如接触氯离子,选择316L或2205双相不锈钢),避免再次出现腐蚀问题。
3.预防技巧(从源头避免,降低维护成本)
(1)精准选择材质:根据使用环境的腐蚀程度、温度、压力,选择适配的不锈钢材质(参考第3篇材质选型方法),杜绝“以次充好”“材质错配”。
(2)控制使用环境:尽量控制腐蚀介质的浓度,避免超过材质的耐蚀极限;高温工况下,做好降温措施,避免温度超过材质的耐温极限;定期清理锻件表面的污垢、腐蚀介质残留,保持表面干净。
(3)做好日常维护:定期检查锻件表面,若出现划痕、破损,及时打磨、修复;定期涂抹防锈油或防腐涂层,增强防护能力;对于长期闲置的锻件,做好防潮、防腐处理,避免生锈。
二、常见问题 不锈钢锻件开裂,安全隐患极大
不锈钢锻件开裂,是最危险的问题之一,一旦开裂,可能导致设备泄漏、停机停产,甚至引发易燃易爆、有毒介质泄漏等安全事故,造成巨大的人员伤亡和经济损失。不锈钢锻件开裂,主要分为使用过程中开裂和安装过程中开裂,两者的原因和解决方案有所不同。
1.问题原因(分场景排查,精准定位)
(1)使用过程中开裂(最常见):① 锻件质量不合格,内部存在裂纹、夹杂、疏松等缺陷,在高压、交变载荷、高温等工况下,缺陷快速扩展,导致开裂;② 材质选择不当,材质的强度、韧性无法满足工况需求,长期承受极端载荷,导致疲劳开裂;③ 工况超标,压力、温度超过锻件的设计极限,导致锻件过载开裂;④ 维护不到位,锻件表面腐蚀严重,削弱了强度,进而导致开裂。
(2)安装过程中开裂:① 安装时用力过猛、敲击过度,导致锻件产生应力集中,引发开裂;② 安装精度不足,锻件受力不均,长期处于应力状态,逐渐开裂;③ 安装时未清理锻件表面的毛刺、杂质,导致装配间隙不均,受力集中,引发开裂。
2.解决方案(紧急处理,杜绝安全隐患)
(1)发现开裂后,立即停止设备运行,排查开裂情况(开裂位置、长度、深度),若开裂较浅、未影响锻件的核心受力部位,且无安全隐患,可进行修复:先将开裂部位打磨干净,去除裂纹及周边的缺陷组织,然后进行焊接修复(采用不锈钢专用焊条,由专业焊工操作),焊接后进行热处理和无损检测,确保修复部位无缺陷、强度达标。
(2)若开裂较深、长度较长,或位于锻件的核心受力部位(如法兰密封面、轴类受力部位),无法修复,必须立即更换锻件,避免继续使用引发安全事故。更换时,要选择质量合格、材质适配的锻件,同时排查工况是否超标,避免再次开裂。
3.预防技巧(从生产、安装、使用全流程预防)
(1)采购优质锻件:选择正规制造商(如永鑫生重工),确保锻件经过严格的无损检测,内部无缺陷、强度和韧性达标;核对材质证明,确保材质适配工况。
(2)规范安装:安装时轻拿轻放,避免用力过猛、敲击锻件;确保安装精度,调整装配间隙,使锻件受力均匀;安装前清理锻件表面的毛刺、杂质,避免影响装配质量。
(3)合理使用:严格控制工况参数(压力、温度),避免超过锻件的设计极限;定期检查锻件,及时发现腐蚀、裂纹等隐患,提前处理,避免缺陷扩展。
三、常见问题3:不锈钢锻件尺寸偏差,无法正常装配
很多客户反馈,采购的不锈钢锻件,运到现场后发现尺寸偏差过大,无法正常装配,只能返工、返修,不仅耽误生产进度,还增加了成本。不锈钢锻件尺寸偏差,主要是生产过程中工艺控制不当导致的,少数是运输、存储过程中变形导致的。
1.问题原因(4大核心原因,快速排查)
(1)锻造工艺控制不当:锻造成型时,温度控制不准、锻造比不足、整形不到位,导致锻件的尺寸、圆度、直线度等不符合要求;终锻温度过低,锻件冷却后收缩不均,也会导致尺寸偏差。
(2)加工工艺控制不当:粗加工、精加工时,设备精度不足、加工参数设置不合理,导致锻件的尺寸偏差过大;加工过程中未及时检测,无法及时发现尺寸问题,导致最终成品尺寸不合格。
(3)热处理变形:固溶热处理时,加热温度、冷却速度控制不当,导致锻件发生变形,出现尺寸偏差。
(4)运输、存储不当:运输过程中,锻件受到碰撞、挤压,导致变形;存储时,未妥善放置(如未水平放置、堆叠过高),导致锻件长期受力,发生变形,出现尺寸偏差。
2.解决方案(分偏差程度处理,减少损失)
(1)轻微尺寸偏差(偏差在±3mm以内,不影响装配):可通过局部打磨、加工,调整尺寸,确保能正常装配;若偏差较小,也可通过调整装配间隙,实现正常装配,无需返工。
(2)中度尺寸偏差(偏差在3–10mm,影响装配但可修复):将锻件返回制造商,进行重新加工(粗加工+精加工),调整尺寸,确保符合客户图纸要求;加工后进行尺寸检测,合格后再投入使用。
(3)重度尺寸偏差(偏差超过10mm,无法修复):这种情况下,锻件无法通过加工修复,只能报废,重新采购合格的锻件。建议及时与制造商沟通,排查尺寸偏差的原因,避免再次出现同类问题。
3.预防技巧(从生产到存储,全流程控制)
(1)选择工艺成熟的制造商:如永鑫生重工,拥有先进的生产设备和成熟的工艺体系,严格控制锻造、加工、热处理等每一道工序,确保锻件尺寸精度达标;每一件锻件都经过尺寸检测,合格后再发货。
(2)妥善运输、存储:运输时,对锻件进行包装防护,避免碰撞、挤压;存储时,将锻件水平放置,避免堆叠过高,防止变形;对于大型锻件,可采用专用支架支撑,确保受力均匀。
(3)安装前检测:安装前,对锻件的尺寸进行再次检测,确认尺寸符合装配要求后,再进行安装,避免因尺寸偏差导致无法装配,耽误生产进度。
四、常见问题 不锈钢锻件表面出现划痕、凹坑,影响使用
不锈钢锻件表面出现划痕、凹坑,虽然不会直接影响锻件的强度,但会破坏表面的钝化膜,加速腐蚀,同时影响外观和装配精度,尤其是密封面、配合面等关键部位,划痕、凹坑会导致密封不严,出现泄漏等问题。
1.问题原因(3大常见原因)
(1)生产过程中产生:锻造、加工过程中,设备表面有杂质、刀具磨损,导致锻件表面出现划痕;搬运过程中,锻件与设备、工具碰撞,产生凹坑。
(2)运输、存储过程中产生:运输时,锻件之间、锻件与包装材料碰撞、摩擦,产生划痕、凹坑;存储时,锻件与其他物品接触,被尖锐物品划伤。
(3)安装、使用过程中产生:安装时,工具划伤锻件表面;使用过程中,介质中的杂质、硬物摩擦锻件表面,产生划痕、凹坑。
2.解决方案(分部位、分程度处理)
(1)非关键部位(如非密封面、非配合面):若划痕、凹坑较浅,不影响使用,可无需处理;若划痕、凹坑较深,可通过打磨、抛光,去除划痕、凹坑,修复表面,然后涂抹防锈油,防止腐蚀。
(2)关键部位(如密封面、配合面):若划痕、凹坑较浅,可通过精细打磨、抛光,修复表面,确保表面光滑、平整,不影响密封和配合;若划痕、凹坑较深,影响密封和配合,需进行重新加工,修复关键部位的尺寸和表面质量,合格后再使用。
3.预防技巧(做好防护,减少表面损伤)
(1)生产过程中:加强设备维护,定期清理设备表面的杂质,更换磨损的刀具;搬运锻件时,轻拿轻放,避免与设备、工具碰撞。
(2)运输、存储过程中:对锻件进行包装防护(如缠绕防护膜、放置缓冲材料),避免锻件之间、锻件与其他物品碰撞、摩擦;存储时,将锻件单独放置,避免与尖锐物品接触。
(3)安装、使用过程中:安装时,使用专用工具,避免工具划伤锻件表面;使用过程中,定期清理介质中的杂质,避免硬物摩擦锻件表面。
五、常见问题5:不锈钢锻件硬度不达标,耐磨、抗压能力差
不锈钢锻件的硬度,直接影响其耐磨、抗压能力,若硬度不达标,在长期受力、摩擦的工况下,锻件会快速磨损、变形,缩短使用寿命。很多客户反馈,采购的不锈钢锻件,硬度不足,使用一段时间后就出现磨损、变形等问题,影响设备正常运行。
1.问题原因(3大核心原因)
(1)热处理工艺不当:这是最主要的原因。固溶热处理时,加热温度不足、保温时间不够,导致碳化物未充分溶解,锻件硬度不足;冷却速度过慢,导致奥氏体组织转变不充分,也会影响硬度。
(2)材质选择不当:不同材质的不锈钢锻件,硬度差异很大,若将硬度较低的奥氏体不锈钢(如304、316L),用于对硬度、耐磨性要求高的场景,就会出现硬度不达标、磨损过快的问题。
(3)锻造工艺不当:锻造成型时,锻造比不足、终锻温度过高,导致金属晶粒粗大,锻件的硬度和强度下降,无法达到设计要求。
2.解决方案(分情况处理,提升硬度)
(1)硬度轻微不足(略低于设计要求,不影响使用):可通过再次固溶热处理,调整热处理工艺参数(提高加热温度、延长保温时间、加快冷却速度),提升锻件硬度;若工况对硬度要求不高,也可无需处理,继续使用,但需加强维护,缩短检查周期。
(2)硬度严重不足(远低于设计要求,影响使用):若锻件材质可进行淬火、回火处理(如马氏体不锈钢410、420),可通过淬火、回火处理,提升硬度,满足工况需求;若材质无法进行淬火处理(如奥氏体不锈钢304、316L),则无法通过热处理提升硬度,建议更换硬度更高的材质(如2205双相不锈钢、马氏体不锈钢),避免影响使用。
3.预防技巧(从材质选择、工艺控制入手)
(1)精准选择材质:根据工况对硬度、耐磨性的要求,选择合适的材质(如对硬度、耐磨性要求高,选择马氏体不锈钢410、420,或2205双相不锈钢)。
(2)严格控制工艺:选择工艺成熟的制造商,确保锻件的锻造工艺和热处理工艺达标;固溶热处理时,精准控制加热温度、保温时间和冷却速度,确保锻件硬度达标。
(3)采购前检测:采购时,可要求制造商提供硬度检测报告,确认锻件硬度符合设计要求后,再进行采购,避免买到硬度不达标产品。
六、总结
不锈钢锻件出现生锈、腐蚀、开裂、尺寸偏差、硬度不达标等问题,并非不可避免,多数是因为材质选择不当、工艺控制不严、安装使用不当、维护不到位等原因导致的。只要掌握问题产生的原因,采取针对性的解决方案,同时做好预防工作,就能有效减少问题的发生,延长锻件的使用寿命,降低维护成本和安全风险。
山西永鑫生重工股份有限公司,不仅能为客户提供高品质、尺寸精准、材质适配的不锈钢锻件,还能提供专业的售后技术支持,针对客户遇到的锻件问题,提供一对一的解决方案,帮助客户快速解决问题,减少损失。我们始终以客户需求为导向,用专业的技术、优质的产品和贴心的服务,助力各行业客户实现高效、安全、稳定生产。
杨先生

微信二维码
微信号:13283506666
