
全国咨询热线
全国咨询热线

筒体锻件作为核电、石化、能源、海工等领域的核心承压部件,其质量直接关系装备运行安全、生产稳定性以及人员财产安全。高端筒体锻件长期在高温、高压、强腐蚀、强辐照等极端环境下服役,一旦出现质量问题,极易引发重大安全事故,因此零缺陷、高可靠、长寿命是筒体锻件生产制造的核心目标。山西永鑫生重工股份有限公司始终坚守质量是企业生命线的发展理念,搭建起从原材料采购到成品出厂、覆盖全工序、贯穿全生命周期的闭环质控体系,配备行业领先的理化检测设备、专业质控团队与严苛的检验标准,实现筒体锻件全过程可追溯、全缺陷可防控、全性能可保障,为客户交付高品质、高可靠性的筒体锻件产品。
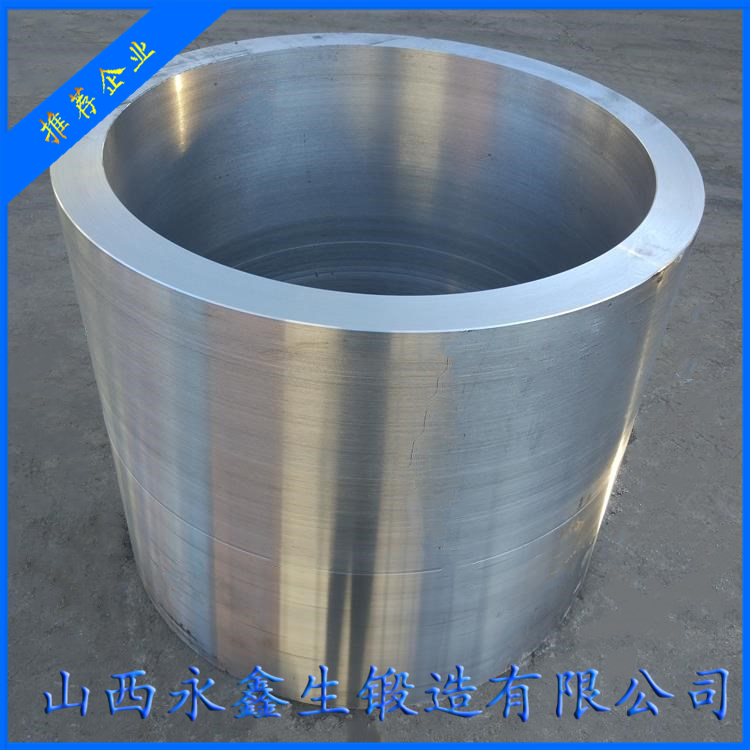
一、质控体系核心:“三全” 管控,筑牢质量防线
永鑫生重工筒体锻件质控体系以全员参与、全工序覆盖、全流程追溯为核心,构建源头严控、过程严管、成品严检、持续改进的四级质量管控机制,让质量管控贯穿生产全链条,做到无死角、无漏洞、无盲区。
全员参与,落实岗位质量责任。公司实行总经理负总责、质量部门主抓、技术部门支撑、生产部门执行、全体员工共同参与的质量责任制,明确原材料采购、加热、锻造、热处理、机加工、无损检测、包装发货等各个岗位的质量职责,签订质量责任书,将质量指标纳入绩效考核体系。企业定期组织质量培训、技能考核、典型案例分析,不断提升全员质量意识与专业操作能力,让重视质量、把控质量成为每一位员工的自觉行为。
全工序覆盖,把控每一处生产细节。筒体锻件生产流程长、工序繁杂、技术要求严苛,任意一道工序失控都会引发质量缺陷。公司在原材料入厂、加热、锻造、热处理、机加工、无损检测、成品验收、包装发货全流程设置多个关键质控点与核心检测指标,严格执行工序流转标准,上道工序检验不合格,绝不流入下道工序,坚守不合格原料不投产、不合格半成品不流转、不合格成品不出厂的三大原则。
全流程追溯,为每件产品建立专属档案。企业搭建筒体锻件全流程数字化追溯系统,为每一件成品分配唯一产品编号,相当于产品的专属身份证。原材料炉号、化学成分、入厂检测报告,生产过程中的加热温度曲线、锻造参数、热处理曲线、机加工尺寸记录,成品的无损检测报告、力学性能报告、外观检测数据等全部录入系统,数据永久留存。客户凭借产品编号,即可查询产品全生命周期生产与检测信息,生产过程透明化,质量有据可查。
二、源头严控:原材料质量是筒体锻件品质根基
原材料是决定筒体锻件内在质量与服役性能的根本,永鑫生重工坚持宁缺毋滥、优中选优的原材料采购原则,从采购筛选到入厂检测层层把关,从源头杜绝先天性质量缺陷。
严格筛选优质供应商。公司建立标准化供应商准入与动态评估体系,合作供应商均为国内大型知名钢厂,具备特种设备原材料生产资质、完善的质量体系、稳定的供货能力与优质的售后服务。企业定期对合作供应商进行资质审核、实地考察、产品质量评估,持续优化供应商名录,淘汰质量不稳定、服务不达标的合作方,从供应链端保障原材料品质。
执行 100% 全项入厂检测。所有原材料到货后,第一时间开展全面检测。利用直读光谱仪完成化学成分检测,精准把控各类元素含量,严格限制硫、磷等有害杂质占比;人工结合量具检查钢锭、连铸坯外观与尺寸,排查表面裂纹、结疤、气孔、夹杂等肉眼可见缺陷;采用超声波探伤设备对原材料进行全域扫查,检测内部疏松、缩孔、裂纹等隐藏缺陷;同时取样开展拉伸、冲击、硬度等力学性能试验,全面核验材料综合性能。所有检测数据整理归档,形成原材料质量档案,检测不合格的原材料直接拒收退货,严禁投入生产。
三、过程严管:工序质量控制,杜绝过程缺陷
筒体锻件生产过程工艺参数敏感度高,过程管控是保障成品质量的核心环节。永鑫生重工针对加热、锻造、热处理、机加工四大核心工序,制定专属工艺标准,精准把控各项参数,落实过程检验,规避生产过程中产生的各类缺陷。
加热工序精准控温,规避热应力损伤。温度是加热工序的核心指标,温度过高会造成材料晶粒粗大、表面过烧、氧化严重;温度过低则会导致坯料塑性不足,锻造过程易开裂、变形不均。公司使用大型台车式加热炉搭配智能温控系统,采用分段加热模式,全程自动记录温度数据,温度控制精度极高。质检人员定时巡检,查看坯料温度均匀性与表面状态,发现异常立即停机调整,保障加热质量达标。
锻造工序规范作业,保证组织致密均匀。锻造决定筒体锻件的外形尺寸、内部组织与力学性能。依托 15000 吨自由锻油压机、配套操作机与辗环机,设备系统精准控制锻造压力、运行速度、锻造次数,严格执行镦粗比、锻造比、终锻温度等工艺要求。质检人员全程跟班检测,实时监测筒体直径、壁厚、圆度、直线度等外形参数,及时调整生产参数,杜绝椭圆度超标、壁厚不均、筒体弯曲、表面裂纹等问题。
热处理工序优化性能,消除残余应力。锻造后的筒体存在残余应力、晶粒粗大、组织不均等问题,必须依靠热处理完成性能优化。公司大型热处理炉可承接大规格筒体加工,根据不同材质、不同使用工况定制专属热处理工艺,全程记录温度、保温时长、冷却速度等数据,工艺参数可复现、可追溯。热处理完成后,逐项检测筒体硬度、金相组织、残余应力,确保内部组织稳定、残余应力控制在标准范围内。
机加工工序精细打磨,保障尺寸精度。机加工直接决定筒体的外形精度、表面光洁度与装配适配性。企业配备多台大型数控加工设备与精密检测仪器,按照粗加工、半精加工、精加工分步作业,粗加工后增设去应力工序,消除切削产生的内应力。精加工阶段严格控制加工余量,利用激光跟踪仪、三坐标测量机等设备全尺寸检测筒体各项形位公差,同时检查表面光洁度,确保成品尺寸、外观完全符合图纸与使用要求。
四、成品严检:无损检测 + 力学性能,零缺陷交付保障
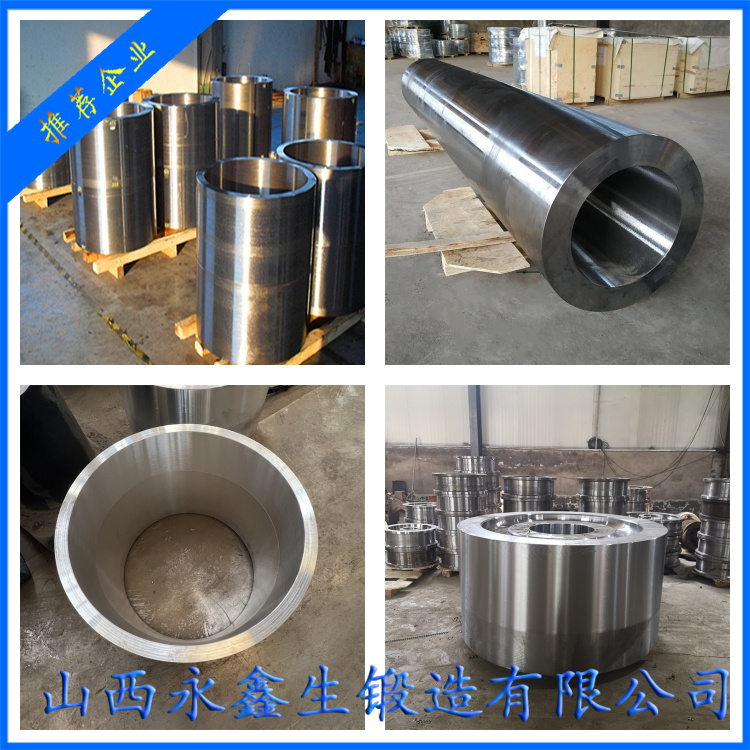
成品检测是筒体锻件出厂前最后一道质量防线,永鑫生重工采用全面、严格、精准的检测标准,搭配专业设备与检测团队,确保每一件出厂产品内在无缺陷、性能全达标、尺寸零误差、外观完好无损。
全方位无损检测,排查内外缺陷。无损检测在不损伤产品的前提下,全面排查筒体内部与表面缺陷,公司对所有成品执行 100% 无损检测。超声波探伤用于检测筒体内部夹杂、裂纹、疏松、缩孔等缺陷;磁粉探伤、渗透探伤分别针对不同材质筒体,排查表面及近表面微裂纹、开口缺陷;结合激光扫描、三坐标测量设备,将成品尺寸与标准模型比对,核验所有形位公差。所有检测严格遵循行业通用标准,缺陷等级控制在合格范围内。
综合力学与金相检测,核验服役性能。从筒体规定位置取样,开展全套力学性能与金相试验。通过拉伸试验检测屈服强度、抗拉强度、伸长率等指标;开展常温、低温冲击试验,验证材料韧性,防止低温脆断;硬度试验检测整体硬度均匀性;金相显微镜观察内部晶粒形态、组织分布,排查有害析出相;采用专业设备检测残余应力,保证筒体长期使用过程中不会因应力释放出现变形、开裂问题。多项试验层层核验,全方位验证产品服役可靠性。
外观与包装检测,保障运输完好。工作人员逐件检查筒体表面,确保无裂纹、锈蚀、磕碰、毛刺,坡口尺寸、角度符合加工要求。产品采用塑封、托盘、木箱组合式包装,做到防潮、防锈、防磕碰,最大程度避免产品在运输、装卸过程中出现损伤,保障产品完好送达客户手中。

五、持续改进:质量闭环管理,不断提升品质
永鑫生重工建立常态化质量持续改进机制,定期召开质量分析会议,汇总生产数据、检测结果、客户反馈信息,深度分析质量问题产生的根源,制定针对性纠正方案与预防措施,明确责任部门与整改时限,全程跟踪整改效果,形成发现问题、分析问题、解决问题、提前预防的完整质量闭环。
同时,企业持续引进前沿检测技术、智能质控设备与数字化管理系统,不断优化现有质控体系,提升整体质量管控水平。三十余年来,永鑫生重工始终以匠心锻造精品,以严苛标准守护品质,凭借完善的全流程质控体系,为核电、石化、能源、海工等领域重大装备提供可靠的核心锻件支撑。未来,企业将继续坚守品质初心,以更高标准、更优产品、更贴心的服务,深耕大型筒体锻件领域,助力国内高端装备制造产业稳步发展。
杨先生

微信二维码
微信号:13283506666
