
全国咨询热线
全国咨询热线

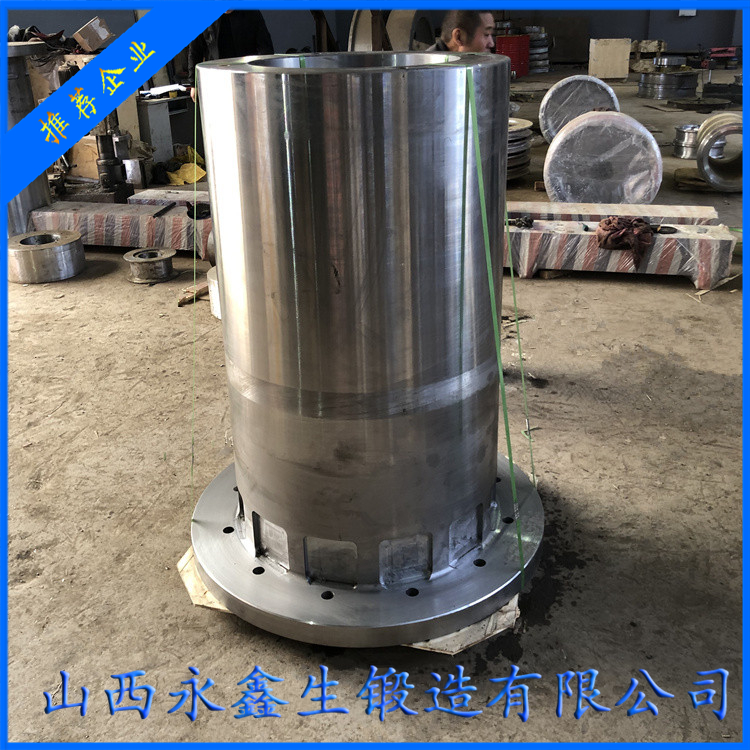
筒体锻件广泛应用于高温、高压、重载、腐蚀等关键工况,其质量直接关系装备安全、稳定运行和人员财产安全。质量控制与无损检测是保证筒体锻件内在质量、力学性能、尺寸精度的重要手段,贯穿于原材料、生产过程、成品出厂全过程。山西永鑫生重工股份有限公司建立完善的筒体锻件质量控制体系,采用先进无损检测技术,实现从原料到成品的全流程管控,确保每件产品质量可靠、性能达标。
筒体锻件质量控制的首要环节是原材料质量把控。公司选用国内大型钢厂优质钢锭、连铸坯,优先采用电渣重熔、真空脱气工艺材料,保证材料纯净度高、内部质量好。原材料入厂后,首先进行标识、规格、外观核对,随后通过直读光谱仪进行化学成分分析,验证碳、硅、锰、硫、磷及铬、钼、镍等合金元素含量是否符合标准要求。同时采用超声波探伤仪对坯料进行 100% 内部检测,排查裂纹、夹杂、疏松、偏析、缩孔等缺陷。只有化学成分、内部质量、外观尺寸全部合格的原材料,方可投入生产,从源头杜绝质量隐患。
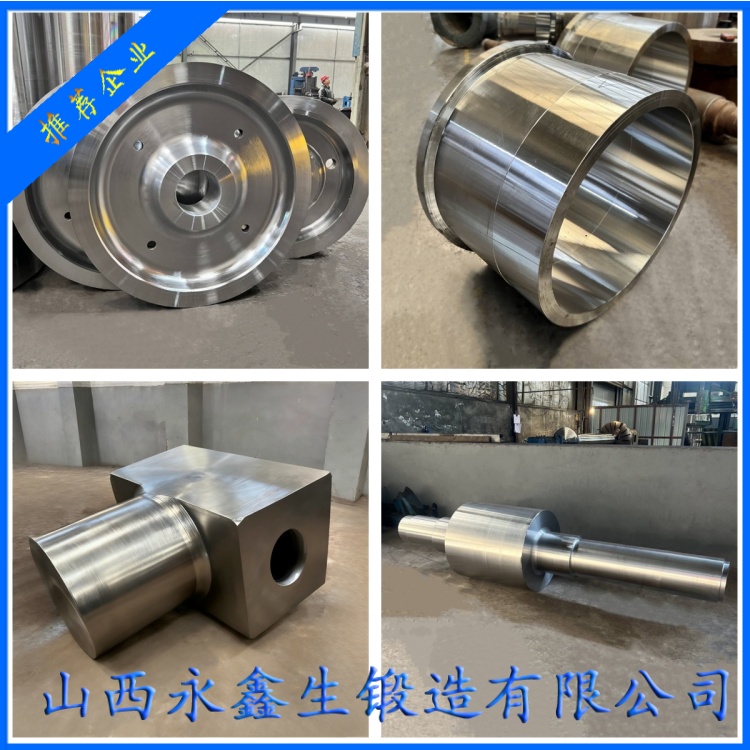
生产过程质量控制是保证筒体锻件质量的核心。公司制定标准化工艺文件,明确加热、锻造、热处理、机械加工等各环节参数要求,操作人员严格按照工艺执行。在加热环节,采用数控环形加热炉,实时监控加热温度、升温速率、保温时间,确保坯料加热均匀,避免过热、过烧、氧化脱碳。锻造环节依托 15000 吨快锻油压机、马架扩孔机等装备,控制锻造温度、变形量、终锻温度,保证足够锻造比,使组织致密、晶粒细化。热处理环节使用大型台车式热处理炉,精准控制炉温曲线,根据材质采用正火、调质、固溶等工艺,确保产品力学性能稳定均匀。
过程检验实行自检、互检、专检相结合的三检制度,每道工序完成后必须经过检验合格,方可进入下一道工序。检验人员对产品尺寸、外观、表面质量进行实时检查,发现问题及时处理,严禁不合格品流转。关键工序设置质量控制点,重点监控工艺参数执行情况和产品质量状态,确保过程稳定、质量可控。全过程质量控制有效避免缺陷产生和扩大,保证产品一致性和稳定性。
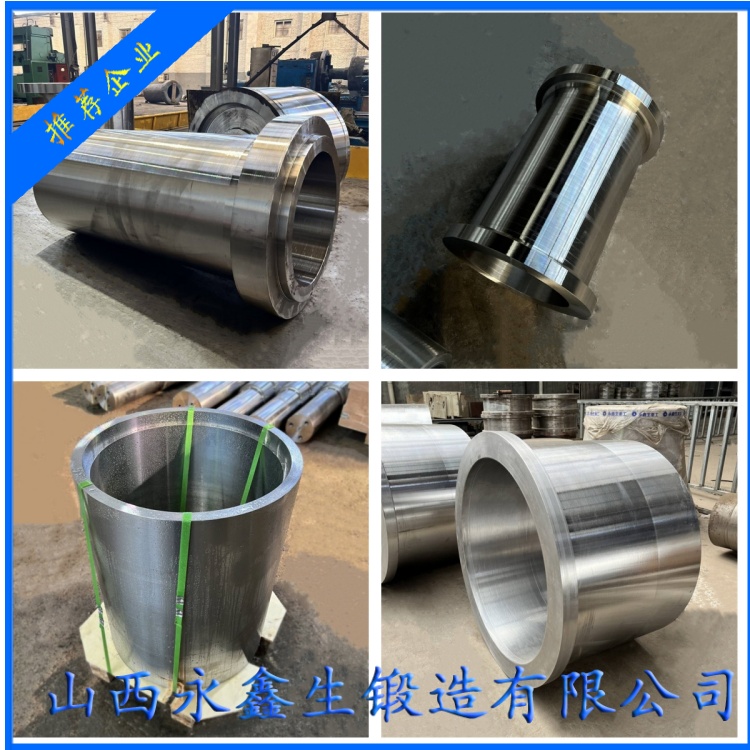
成品出厂检验是筒体锻件质量的最后防线,包括尺寸精度检测、力学性能测试、硬度检测、无损检测等。尺寸检测使用卡尺、卷尺、圆周尺、三坐标测量仪等工具,对内径、外径、长度、壁厚、圆度、直线度等进行全面检测,确保符合图纸要求。力学性能测试通过万能材料试验机进行拉伸、冲击试验,验证抗拉强度、屈服强度、伸长率、冲击功等指标是否达标。硬度测试采用布氏、洛氏硬度计,检测硬度均匀性,判断热处理效果。
无损检测是判断筒体锻件内部及表面缺陷的关键技术,公司主要采用超声波探伤、磁粉探伤、渗透探伤等方法。超声波探伤用于检测内部裂纹、夹杂、疏松、白点等缺陷,具有灵敏度高、检测范围广、效率高等特点,是筒体锻件最重要的内部检测手段。磁粉探伤适用于碳钢、合金钢筒体,检测表面及近表面微小裂纹。渗透探伤适用于不锈钢、钛合金等非磁性材料,检测表面开口缺陷。公司严格按照 JB/T 4730 等标准执行无损检测,检测人员持证上岗,确保检测结果准确可靠。
质量追溯体系是质量控制的重要保障。公司为每件产品建立唯一标识,从原材料入厂、生产过程、检验结果到成品出厂,全程记录相关信息,形成完整质量档案。客户可通过质量证明文件查询产品材质、工艺、检测等详细信息,实现全过程可追溯。完善的追溯体系为产品质量保证和售后服务提供有力支撑。
质量是企业生存发展的根本。山西永鑫生重工始终坚持质量第一、客户至上的理念,不断完善质量控制体系,提升检测技术水平,加强人员培训和过程管理,确保筒体锻件质量持续稳定。未来,公司将继续推进质量管理精细化、检测技术智能化,以更高标准、更严要求打造高品质筒体锻件,为高端装备安全运行提供坚实保障。
杨先生

微信二维码
微信号:13283506666
