
全国咨询热线
全国咨询热线

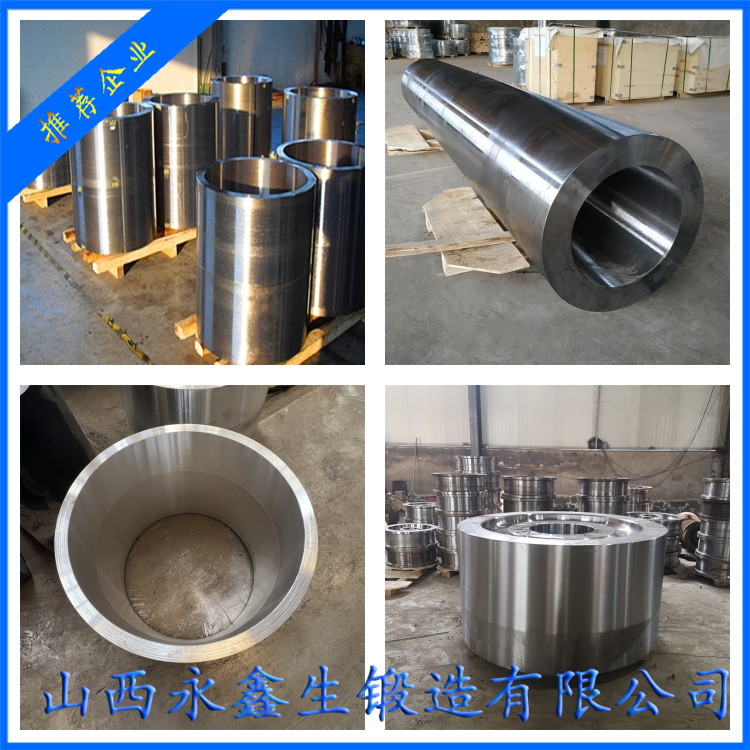
对于应用于高压、重载、高温等关键场景的筒体锻件而言,质量就是生命,是设备安全运行的底线。山西永鑫生重工股份有限公司自成立以来,始终将质量视为企业发展的基石,建立了一套覆盖 “原材料 - 锻造 - 热处理 - 机械加工 - 成品检验” 全流程的严苛质量控制体系。依托这套体系,永鑫生筒体锻件以零缺陷、高稳定性享誉市场,成为客户心中 “品质” 的代名词。

一、原材料控制:源头把关,杜绝先天缺陷
优质的产品始于优质的原料。永鑫生重工建立了严格的供应商准入制度,只与宝钢、鞍钢、太钢等国内特大型、资质齐全的钢铁企业合作。所有进厂钢锭必须附带原厂材质证明书(MTR),并执行 “三检” 制度:
文件审核:核对质保书信息,确认炉号、批号、化学成分、力学性能符合订单要求。
成分复验:使用德国进口直读光谱仪对每块钢锭进行多点成分分析,精确测定 C, Si, Mn, S, P, Cr, Mo, Ni, V 等元素含量,确保与质保书一致且优于国标。严控 S、P 等有害元素含量(通常≤0.015%)。
内部探伤:使用超声波探伤仪(UT)对钢锭进行 100% 扫查,检测内部是否存在缩孔、疏松、夹杂、偏析等缺陷。任何一项不合格的原材料,一律拒收,坚决杜绝流入下道工序。
二、过程控制:全程监控,确保工艺合规
生产过程是质量形成的核心环节。永鑫生重工实行 “标准化作业 + 数字化监控” 的双重管控模式。
工艺先行:每一种产品均有专属的《工艺卡片》,明确规定加热温度、锻造温度、锻造比、热处理曲线、加工余量等所有参数。操作员必须严格按卡作业。
设备监控:
加热环节:数控环形加热炉、台车式热处理炉均配备自动温度记录仪和报警装置,实时记录炉温曲线,确保温度波动≤±5℃。
锻造环节:15000 吨 / 5000 吨快锻油压机配备压力传感器和位移传感器,实时监控锻件锻造压力和行程,确保变形量符合工艺要求。操作员使用红外测温仪,实时监测坯料温度,确保在规定区间内锻造。
工序检验:设立专职质检员,执行 “首件必检、工序巡检、完工终检”。每道工序完成后,需经质检员检验合格并签字,方可流转至下一工序。例如,锻造后检查外观、尺寸;热处理后检查硬度。
三、成品检验:严苛标准,确保万无一失
成品出厂前,必须通过永鑫生重工最严苛的 “全面体检”,检验项目远超国家标准。
尺寸精度检验:使用三坐标测量仪、卡尺、千分尺、内径百分表等精密量具,对筒体锻件的外径、内径、长度、壁厚、圆度、直线度等所有尺寸进行全检,确保符合图纸公差要求。
表面质量检验:肉眼及磁粉探伤(MT)/ 渗透探伤(PT)检查外表面、内孔表面,不允许有裂纹、折叠、夹杂、气孔等缺陷。
内部质量检验:100% 超声波探伤(UT),依据 GB/T 6402、ASTM A388 等标准,严格评级,确保内部无超标缺陷。
力学性能检验:按 GB/T 2975 标准取样,在万能材料试验机上进行室温拉伸(抗拉强度、屈服强度、伸长率)、低温 / 室温冲击试验、硬度测试。所有数据必须满足标准及客户协议要求。
特殊检验:针对 P91/P92 耐热钢,增加金相组织分析;针对不锈钢,增加晶间腐蚀试验。
四、设备保障:精良仪器,支撑精准检测
工欲善其事,必先利其器。永鑫生重工配备了国际一流的质量检测设备:
化学成分分析:德国斯派克直读光谱仪
无损检测:数字超声波探伤仪(UT)、磁粉探伤仪(MT)、渗透探伤剂(PT)
力学性能测试:300KN/600KN 万能材料试验机、低温冲击试验机、布氏 / 洛氏硬度计
金相分析:金相显微镜、图像分析仪
尺寸测量:三坐标测量机、大型卡尺、测厚仪
所有检测设备均定期由国家计量院校准,确保检测数据精准可靠。
五、质量追溯:全程记录,责任明晰
公司建立了完善的质量追溯系统。从原材料入库开始,每一件产品都赋予唯一的炉批号 / 产品编号。从原料复验记录、加热记录、锻造记录、热处理记录、加工记录到最终检验报告,所有数据均纸质存档并录入电脑系统,实现全流程可追溯。
“不接受不合格品,不制造不合格品,不交付不合格品。” 这是永鑫生重工的质量方针。从一块钢锭到一件精品,层层把关、步步设防。正是这种对质量近乎偏执的追求,成就了永鑫生筒体锻件的卓越口碑。在未来,公司将持续完善质量管理体系,以更严苛的标准、更精湛的工艺、更可靠的产品,回馈每一位客户的信任。
杨先生

微信二维码
微信号:13283506666
