
全国咨询热线
全国咨询热线

锻造筒体锻件(如压力容器、反应釜壳体等)是重型装备制造中的关键部件,其工艺需兼顾材料性能、几何精度和结构完整性。以下是关键知识概述:
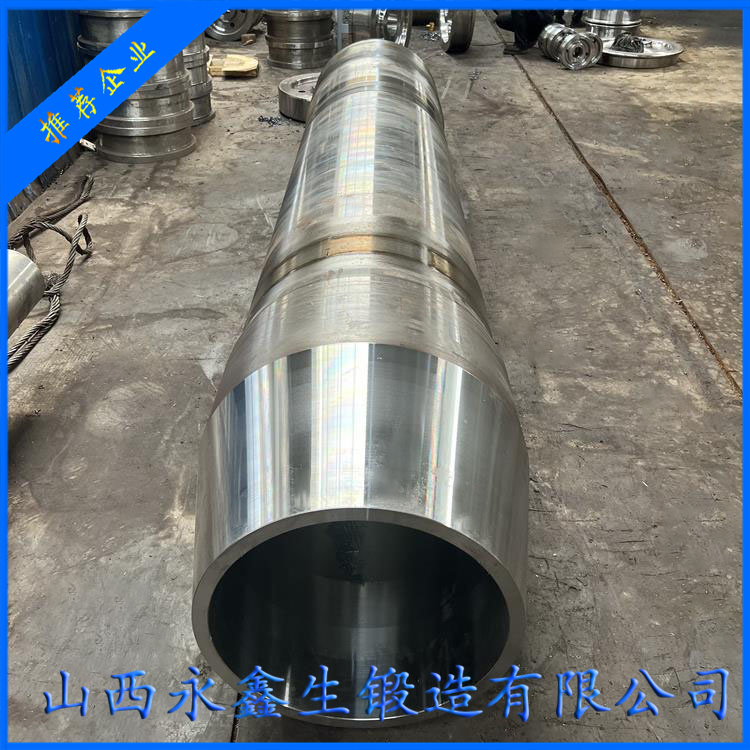
1. 筒体锻件特点
大型环状结构:通常需分段锻造后焊接或整体辗环成形。
高均匀性要求:需避免壁厚不均、残余应力集中。
严苛服役条件:承压、耐腐蚀或高温环境(如核电、化工)。
2. 材料选择
碳钢/低合金钢(如SA-508 Gr.3):用于常规压力容器,成本低、工艺成熟。
不锈钢(如316L、双相钢2205):耐腐蚀环境,需控制σ相析出。
高温合金(如Inconel 625):极端温度/腐蚀工况。
3. 关键锻件锻造工艺
(1) 预制坯设计
镦粗+冲孔:用于整体筒体,控制高径比(H/D≤2.5)避免失稳。
分段锻造:超大型筒体采用多块拼焊,需保证焊缝区域锻造比≥3。
(2) 辗环成形(适用于环形筒体)
径向轧制:控制轧制力与进给速度,避免"鱼尾"缺陷。
尺寸控制:直径公差通常±1%、圆度≤0.5%直径。
(3) 马杠扩孔(传统工艺)
温度梯度:保持工件温度高于终锻温度50℃以上。
均匀变形:每旋转60°锻打一次,避免椭圆化。
4. 工艺参数核心要点
加热规范:
碳钢:1150–1200℃始锻,≥850℃终锻。
不锈钢:1100–1180℃始锻,奥氏体钢终锻≥900℃。
锻造比:≥2.5(轴向)和≥1.5(径向),确保组织致密。
冷却速率:
低合金钢:堆冷或坑冷防白点。
马氏体不锈钢:缓冷+及时退火。
5. 典型缺陷与对策
缺陷类型成因解决方案
壁厚不均 马杠变形不对称/辗环偏心 激光对中校准+实时厚度监测
轴向裂纹 终锻温度过低或冷却过快 控温锻造+缓冷工艺
夹杂物偏聚 铸锭原始缺陷未锻合 增加锻造比+多向锻打
椭圆度超标 辗环机轧辊压力不均 动态调整轧制力分布
6. 模具与设备
辗环机:需具备径向-轴向联合轧制能力(如D53K系列)。
马杠工具:采用热作模具钢(如H13)并预热至300–400℃。
操作机:20吨以上筒体需配备翻转机械手。
7. 热处理关键
正火+回火(碳钢/低合金钢):细化晶粒,消除带状组织。
固溶处理(奥氏体不锈钢):1050–1100℃水淬,恢复耐蚀性。
去应力退火:焊后筒体需600–650℃保温缓冷。
8. 质量控制
超声检测(UT):检测内部夹杂、裂纹(按ASME SE-213标准)。
残余应力测试:X射线衍射法或盲孔法,要求≤30%屈服强度。
尺寸检测:激光扫描全周长轮廓,匹配CAD模型。
9. 应用案例
核电筒体:SA-508 Gr.3钢,要求-40℃冲击功≥80J。
化工反应釜:双相钢锻件,需通过晶间腐蚀试验(ASTM A923)。

锻造优质筒体的三大核心:
材料-工艺匹配(如不锈钢锻件避免σ相脆化);
变形均匀性控制(辗环参数优化);
全流程质量追溯(从铸锭到热处理)。
杨先生

微信二维码
微信号:13283506666
